
উচ্চ কম্পাঙ্ক এবং স্বল্প ক্ষয়যুক্ত যোগাযোগ তারগুলি সাধারণত অন্তরক উপাদান হিসাবে ফোমযুক্ত পলিথিন বা ফোমযুক্ত পলিপ্রোপিলিন দিয়ে তৈরি করা হয়। দুটি অন্তরক কোর তার এবং একটি গ্রাউন্ড তার (বর্তমান বাজারে নির্মাতারা দুটি ডাবল গ্রাউন্ডও ব্যবহার করে) ওয়াইন্ডিং মেশিনে প্রবেশ করানো হয়, অন্তরক কোর তার এবং গ্রাউন্ড তারের চারপাশে অ্যালুমিনিয়াম ফয়েল এবং রাবার পলিয়েস্টার টেপ মোড়ানো হয়। এর সাথে সম্পর্কিত বিষয়গুলো হলো: অন্তরক প্রক্রিয়ার নকশা এবং প্রক্রিয়া নিয়ন্ত্রণ, উচ্চ-গতির সঞ্চালন লাইনের কাঠামো, বৈদ্যুতিক কার্যক্ষমতার প্রয়োজনীয়তা এবং সঞ্চালন তত্ত্ব।
কন্ডাক্টরের প্রয়োজনীয়তা
এসএএস (SAS), যা একটি উচ্চ-ফ্রিকোয়েন্সি ট্রান্সমিশন লাইন, এর ক্ষেত্রে কেবলের ট্রান্সমিশন ফ্রিকোয়েন্সি নির্ধারণে প্রতিটি অংশের কাঠামোগত সমরূপতা একটি মূল নিয়ামক। তাই, উচ্চ-ফ্রিকোয়েন্সি ট্রান্সমিশন লাইনের পরিবাহী হিসেবে এর পৃষ্ঠ গোলাকার ও মসৃণ হয় এবং অভ্যন্তরীণ জালিকাকার বিন্যাস কাঠামো সুষম ও স্থিতিশীল হয়, যাতে দৈর্ঘ্যের দিকে বৈদ্যুতিক বৈশিষ্ট্যের সমরূপতা নিশ্চিত করা যায়; পরিবাহীটির ডিসি রোধও তুলনামূলকভাবে কম হওয়া উচিত; একই সাথে, তার, সরঞ্জাম বা অন্যান্য ডিভাইসের কারণে অভ্যন্তরীণ পরিবাহীর পর্যায়ক্রমিক বা অপর্যায়ক্রমিক বাঁক, বিকৃতি এবং ক্ষতি ইত্যাদি এড়ানো উচিত। উচ্চ-ফ্রিকোয়েন্সি ট্রান্সমিশন লাইনে, পরিবাহীর রোধই হলো কেবলের অ্যাটেন্যুয়েশনের (শক্তিহ্রাস) প্রধান কারণ (উচ্চ-ফ্রিকোয়েন্সি প্যারামিটারের মৌলিক অংশ ০১- অ্যাটেন্যুয়েশন প্যারামিটার), পরিবাহীর রোধ কমানোর দুটি উপায় আছে: পরিবাহীর ব্যাস বাড়ানো এবং কম রোধাঙ্কের পরিবাহী উপাদান নির্বাচন করা। পরিবাহীর ব্যাস বাড়ানোর পর, ক্যারেক্টারিস্টিক ইম্পিডেন্সের প্রয়োজনীয়তা পূরণের জন্য, ইনসুলেশনের বাইরের ব্যাস এবং তৈরি পণ্যের বাইরের ব্যাসও আনুপাতিকভাবে বাড়ানো হয়, যার ফলে খরচ বাড়ে এবং প্রক্রিয়াকরণ অসুবিধাজনক হয়ে পড়ে। তাত্ত্বিকভাবে, রূপার কন্ডাক্টর ব্যবহার করলে তৈরি পণ্যের বাইরের ব্যাস কমে যায় এবং এর কার্যক্ষমতাও অনেক উন্নত হয়। কিন্তু তামার দামের চেয়ে রূপার দাম অনেক বেশি হওয়ায়, এর ব্যাপক উৎপাদন খরচ অনেক বেশি। তাই দাম এবং কম রোধের কথা মাথায় রেখে, আমরা কেবলের কন্ডাক্টর ডিজাইন করার জন্য স্কিন এফেক্ট পদ্ধতি ব্যবহার করি। বর্তমানে, SAS 6G-এর জন্য টিনযুক্ত তামার কন্ডাক্টর ব্যবহার করে বৈদ্যুতিক কার্যক্ষমতার চাহিদা পূরণ করা যায়, অন্যদিকে SAS 12G এবং 24G-তে রূপার প্রলেপযুক্ত কন্ডাক্টর ব্যবহার শুরু হয়েছে।
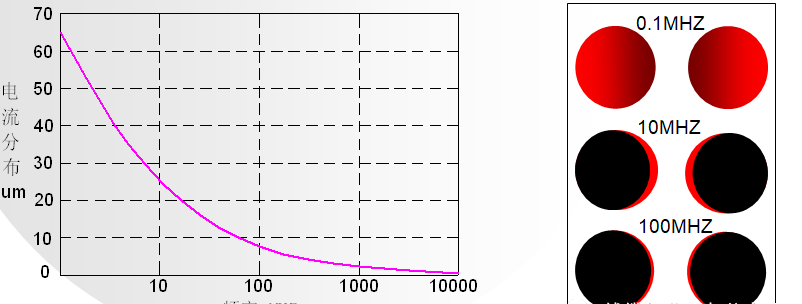
যখন পরিবাহীর মধ্যে পরিবর্তী প্রবাহ বা পরিবর্তী তড়িৎচুম্বকীয় ক্ষেত্র থাকে, তখন পরিবাহীর অভ্যন্তরে প্রবাহের বণ্টন অসম হয়। পরিবাহীর পৃষ্ঠ থেকে দূরত্ব ক্রমান্বয়ে বাড়ার সাথে সাথে পরিবাহীর মধ্যে প্রবাহের ঘনত্ব সূচকীয়ভাবে হ্রাস পায়, অর্থাৎ পরিবাহীর প্রবাহ এর পৃষ্ঠে কেন্দ্রীভূত হয়। প্রবাহের দিকের সাথে লম্বভাবে অবস্থিত অনুপ্রস্থ তল থেকে দেখলে, পরিবাহীর কেন্দ্রীয় অংশের প্রবাহের তীব্রতা মূলত শূন্য, অর্থাৎ প্রায় কোনো প্রবাহই প্রবাহিত হয় না এবং কেবল পরিবাহীর প্রান্তভাগে উপপ্রবাহ থাকে। সহজ কথায়, প্রবাহ পরিবাহীর "ত্বক" অংশে কেন্দ্রীভূত হয়, তাই একে ত্বক প্রভাব বলা হয়। এই প্রভাবের কারণ হলো, পরিবর্তনশীল তড়িৎচুম্বকীয় ক্ষেত্র পরিবাহীর অভ্যন্তরে একটি ঘূর্ণি তড়িৎ ক্ষেত্র তৈরি করে, যা মূল প্রবাহ দ্বারা প্রতিহত হয়। স্কিন এফেক্টের কারণে পরিবর্তী প্রবাহের ফ্রিকোয়েন্সি বৃদ্ধির সাথে সাথে পরিবাহীর রোধ বৃদ্ধি পায়, যা তারের মাধ্যমে বিদ্যুৎ সঞ্চালনের দক্ষতা হ্রাস করে এবং ধাতব সম্পদের ব্যবহার বাড়ায়। কিন্তু উচ্চ-ফ্রিকোয়েন্সির যোগাযোগ তারের নকশার ক্ষেত্রে, একই কার্যক্ষমতার শর্ত পূরণ সাপেক্ষে পৃষ্ঠে সিলভার প্লেটিং ব্যবহার করে ধাতুর ব্যবহার কমানো যায়, যার ফলে খরচও হ্রাস পায়।
নিরোধক প্রয়োজনীয়তা
কন্ডাক্টরের প্রয়োজনীয়তার মতোই, ইনসুলেটিং মাধ্যমটিও সুষম হওয়া উচিত, এবং একটি নিম্ন ডাইইলেকট্রিক কনস্ট্যান্ট s এবং ডাইইলেকট্রিক লস অ্যাঙ্গেল ট্যানজেন্ট মান পাওয়ার জন্য, SAS ক্যাবলগুলিতে সাধারণত ফোম ইনসুলেশন ব্যবহার করা হয়। যখন ফোমিং-এর মাত্রা ৪৫%-এর বেশি হয়, তখন কেমিক্যাল ফোমিং অর্জন করা কঠিন হয়ে পড়ে এবং ফোমিং-এর মাত্রা অস্থিতিশীল থাকে, তাই ১২G-এর উপরের ক্যাবলগুলিতে অবশ্যই ফিজিক্যাল ফোমিং ইনসুলেশন ব্যবহার করতে হবে। নীচের চিত্রে যেমন দেখানো হয়েছে, যখন ফোমিং-এর মাত্রা ৪৫%-এর বেশি হয়, তখন মাইক্রোস্কোপের নিচে ফিজিক্যাল ফোমিং এবং কেমিক্যাল ফোমিং-এর অংশ পর্যবেক্ষণ করলে দেখা যায়, ফিজিক্যাল ফোমিং-এর ছিদ্রগুলি বেশি এবং ছোট হয়, যেখানে কেমিক্যাল ফোমিং-এর ছিদ্রগুলি কম এবং বড় হয়:
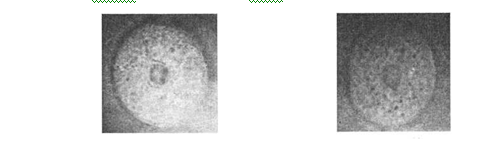
শারীরিক ফেনা রাসায়নিকফেনা
পোস্ট করার সময়: ২০-এপ্রিল-২০২৪





